Pues eso, tal y como he puesto en el título, me he fabricado una silla de oficina. La he fabricado en clase, completamente de madera. A continuación os enseño el proceso. Si queréis saber algo más de lo que he hecho, os animo a explorar el resto de mis proyectos de madera.
Este proyecto ha formado parte de mis clases en el CFGS de diseño y amueblamiento. Concrétamente en la asignatura de prototipos, por iniciativa propia, ya que nos dan vía libre para explotar nuestra creatividad. He tardado dos trimestres en hacerla y no está acabada, solo está ensamblada. En un futuro (espero que cercano) terminaré por lijarla, darle un aceite para protegerla y colocar acolchado en el asiento, el soporte lumbar y los reposabrazos.
Me voy a guardar para mí los planos acotados porque me han supuesto bastante trabajo, de investigación en ergonomía sobre todo, pero si hay algún detalle constructivo que no aparezca en las fotos que he ido sacando durante el proceso y os interesa, puedo subirlo sin medidas.
Antes de comenzar con el proceso de fabricación quiero aclarar que mis conocimientos en el trabajo de la madera eran bastante básicos, en la media diría yo, a pesar de que mi padre fue carpintero/ebanista durante más de 40 años (ahora me arrepiento mucho de no haber prestado más atención cuando me intentaba enseñar algo, pero bueno, ese es otro tema… quiero pensar que se sentiría orgulloso de lo que estoy haciendo ahora).
Durante el primer trimestre de curso en las clases de taller nos “enseñaron” a hacer ensambles típicos en madera, a mano, sin usar maquinaria. También nos enseñaron un poco de inventor y dibujo técnico en papel. Si alguno puede estar interesado en lo que se da en este ciclo, estaré encantado de responder sus preguntas. Por último, diré que me gusta más la parte de diseño y me siento más cómodo trabajando con el AutoCAD, por lo que me siento realmente orgulloso de lo que he conseguido al final.
Proceso de diseño de la silla
Empecemos por el principio. Tardé aproximadamente una semana en investigar toda la tecnología que se aplica a una silla de oficina. Ya al comienzo mis profesores me dijeron que porqué no hacía algo más sencillo, que no sabía dónde me estaba metiendo… y tenían razón en parte, fue un dolor de cabeza hacer los cálculos para que la silla fuese cómoda. Existe normativa respecto a la ergonomía, pero es de pago así que me basé en la silla que tenía en casa de Ikea y en algunas fotos que encontré por internet. Hice el plano a escala 1:1 en papel, cosa muy recomendable para hacer luego las plantillas de las patas, de los reposabrazos, del respaldo, etc. También me hice un ensamblaje en inventor aproximado para imaginarme como sería al final.

Si ya conceptualmente fue un engorro, el ponerme a fabricarla fue todo un reto. Con tres meses de “experiencia” os podéis hacer una idea. Además, el proyecto fue mutando y evolucionando a medida que iba sacando partes de la silla, picado por mi profesor de prototipos, que me incitaba a experimentar y hacer las cosas en el fondo, más complejas.
De tener la intención de hacer la silla de madera maciza de roble pasó a ser una silla en pino de baja calidad, mucho más blando, por lo que lo de macizo no era viable. La silla está hecha por completo con tableros alistonados contralaminados de 24 mm, hechos todos a mano (tablones de 3500x200x50mm seleccionados, cepillados, regruesados y deshilados por mí). Llegado a este punto, tal vez debería hacer un pequeño diccionario para que se entiendan algunos términos.
Tablero alistonado es aquel formado por listones del mismo tamaño encolados por el canto.
Contralaminado significa que el tablero está formado por capas (siempre impares) que tienen las fibras encontradas para dar mayor resistencia. Para entenderlo, imaginar un sándwich en el que las tapas llevan líneas horizontales y la capa de dentro lleva líneas verticales.
Cepillado es la operación de dejar una cara y un canto (al menos) a escuadra.
Regruesado es la operación de dejar una cara paralela a la opuesta. La madera es un material con muchas imperfecciones y el objetivo es tener una superficie plana con la que trabajar.
Deshilado es la operación de sacar listones de determinado grosor de un tablón.
Primeros mecanizados
Lo primero que hice del proceso es empezar por el fuste de la silla. La operación de torneado siempre me ha llamado la atención y quería aprender a usar todas las herramientas y máquinas del taller. Lo que hice para construir el fuste fue encolar 4 listones de 40x40mm de sección para formar un bloque, meterlo al torno y sacar un fuste de al menos 70mm de diámetro.

También tengo un vídeo que pedí que me hicieran la primera vez que usé (mal) el torno. El resultado final fue una pieza cilíndrica no muy simétrica pero bastante decente para ser la primera. Luego descubrí en el taller un torno con copiador para hacer figuras y cilindros perfectos.

Mi siguiente paso en el proceso fue meterme con la construcción del respaldo. A recomendación de mi profesor, trabajé con la medida total del tablón, es decir, con piezas de 3’5 metros. La verdad es que el hacer estas operaciones me curtieron bastante en el taller. La escuadradora impone bastante respeto y más cuando no estás acostumbrado a ver un disco con unos dientes tan grandes que no solo te seccionarían los dedos en un abrir y cerrar de ojos, sino que probablemente te machacarían la mano entera.
Además, el pino (de quinta clase o peor) que nos dan para aprender en clase es bastante resinoso por lo que cuesta bastante mecanizar un tablón tan largo. El caso es que aprendí con ello a trabajar en la escuadradora, a posicionarme y a mantener las manos lejos del disco, pero sin tenerle miedo a la máquina.
Después de deshilar los tablones llega el momento de encolar para hacer el tablero alistonado. El primero lo hice de forma manual con sargentos y demás, lo cual es un cristo muy serio sobre todo con una pieza tan grande. Por suerte los siguientes los puede hacer en una prensa hidráulica que hay en el taller para armar puertas. Me gustaría tener fotos del proceso, pero en ese momento estaba en modo tímido y no se me ocurrió que podría ser un proceso interesante.
Me voy a saltar pasos porque si no esto se puede hacer eterno. Con los tableros ya puestos a la medida, pasamos a la que probablemente fue la fase que más me llamó la atención, el encolado de los tableros con curvado. Supongo que todos tenéis en mente el respaldo de una silla de oficina. Tiene una curva ligera en la zona lumbar para acoplar la espalda y luego una contra curva (o no) que pone el respaldo recto en la parte superior. Para este proceso tuvimos que fabricar un pequeño molde con varios listones que harían de puntos de apoyo para curvar la madera. Durante el encolado mojamos la madera para retrasar el fraguado de la cola blanca y darnos tiempo a posicionarlo todo bien y colocar unos pocos sargentos


Una brutalidad de presión, vamos. Me gustaría tener fotos del después con mi profesor saltando sobre la madera curvada apoyada en el suelo. Es una pasada la resistencia que tiene la madera contralaminada, ni una sola deformación.
Las siguientes fases del proceso fueron un poco repetir lo mismo para fabricar los reposabrazos, el asiento y las patas. Aquí una foto lijando en la tupí uno de los reposabrazos.
El asiento salió un poco peor porque colocamos mal la matriz para curvar, y al colocar todo en la prensa hidráulica se movió y acabó astillando, por un lado, aunque lo pudimos parchear.




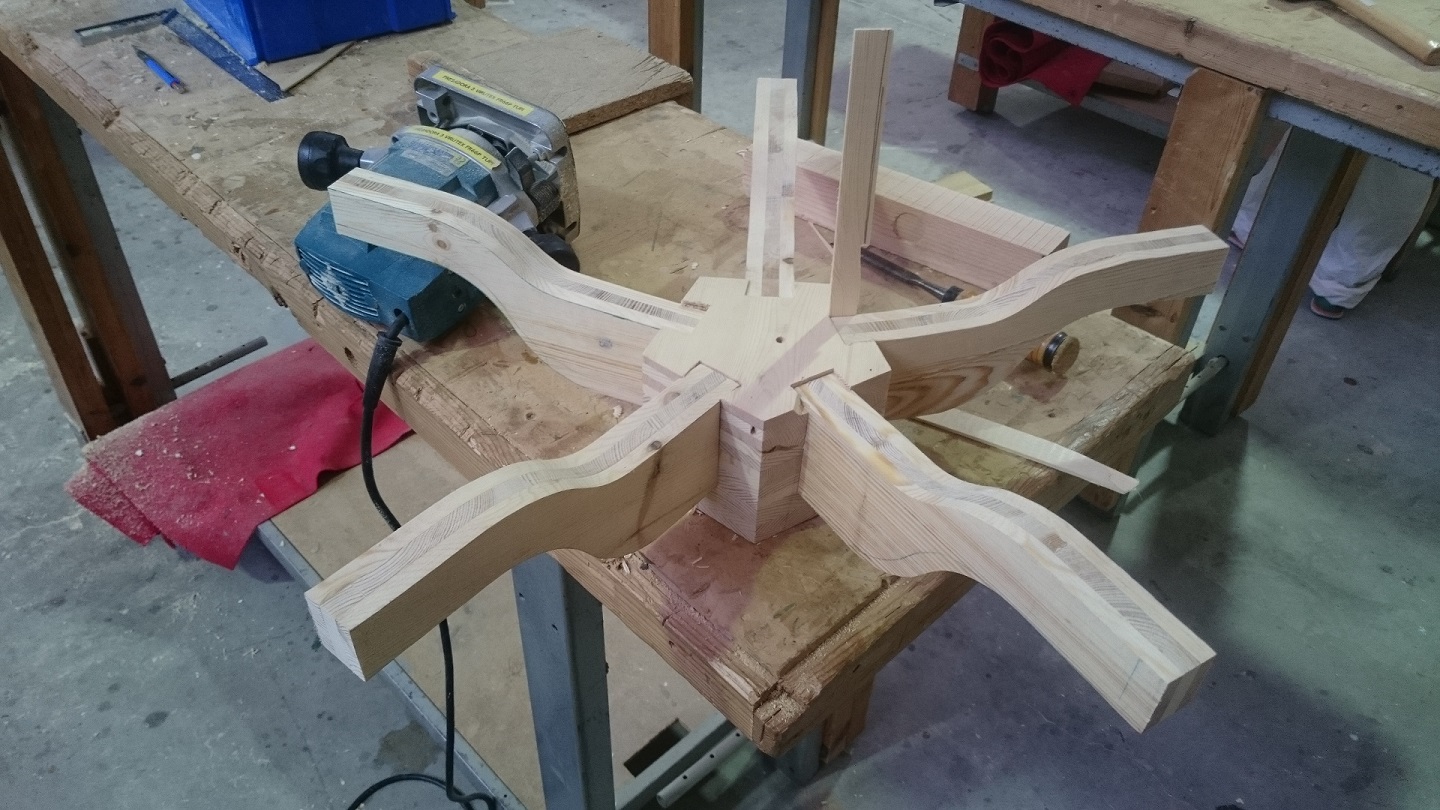
Y por último llegamos a las patas. En un principio las patas iban a ser rectas (y macizas) como en la figura 3D que he puesto al principio, pero, nuevamente, mi profesor me incitó a elaborar un poco más el producto final, aunque con explicación de por medio. Por una cuestión de esfuerzos, es mejor darle una cierta curvatura a la pata para que transmita la fuerza descendente de una forma más efectiva. También tenemos que pensar que es pino, una madera con una densidad muy baja y que se deforma con facilidad, por lo que la solución obvia, después de todo el proceso era hacerlas con tablero contralaminado.

Pruebas con las colas de milano
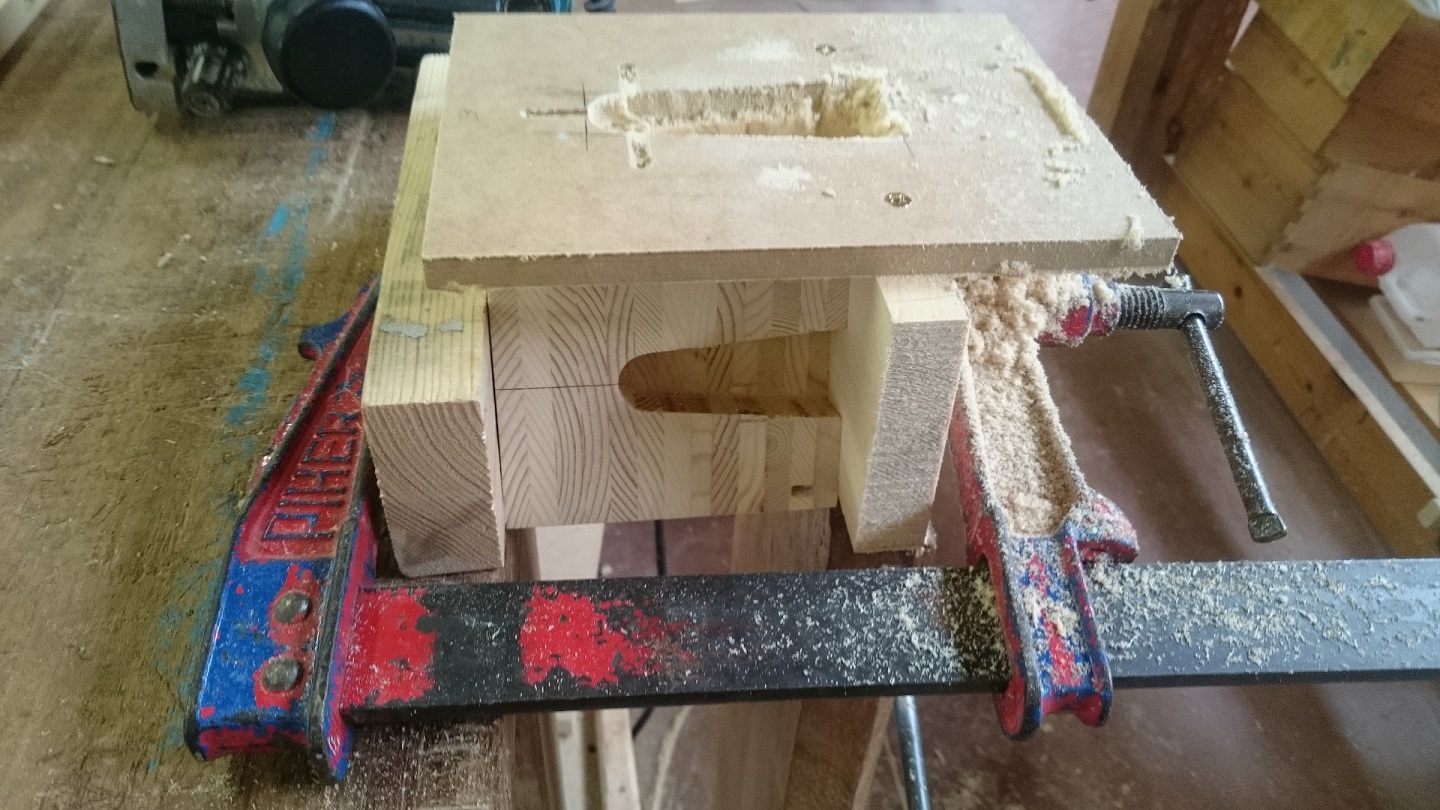
Para unir las patas al fuste íbamos a utilizar un ensamble muy utilizado en madera, pero complicado de ejecutar porque exige bastante precisión. Me refiero al ensamble en cola de milano. Todo lo que había hecho hasta ahora en clase, en otros proyectos, digamos que la precisión no había sido muy buena por lo que estaba preocupado, pero la verdad es que me he sorprendido a mí mismo. Tengo también un vídeo por ahí de una prueba de resistencia del ensamble de cola de milano con pino macizo.


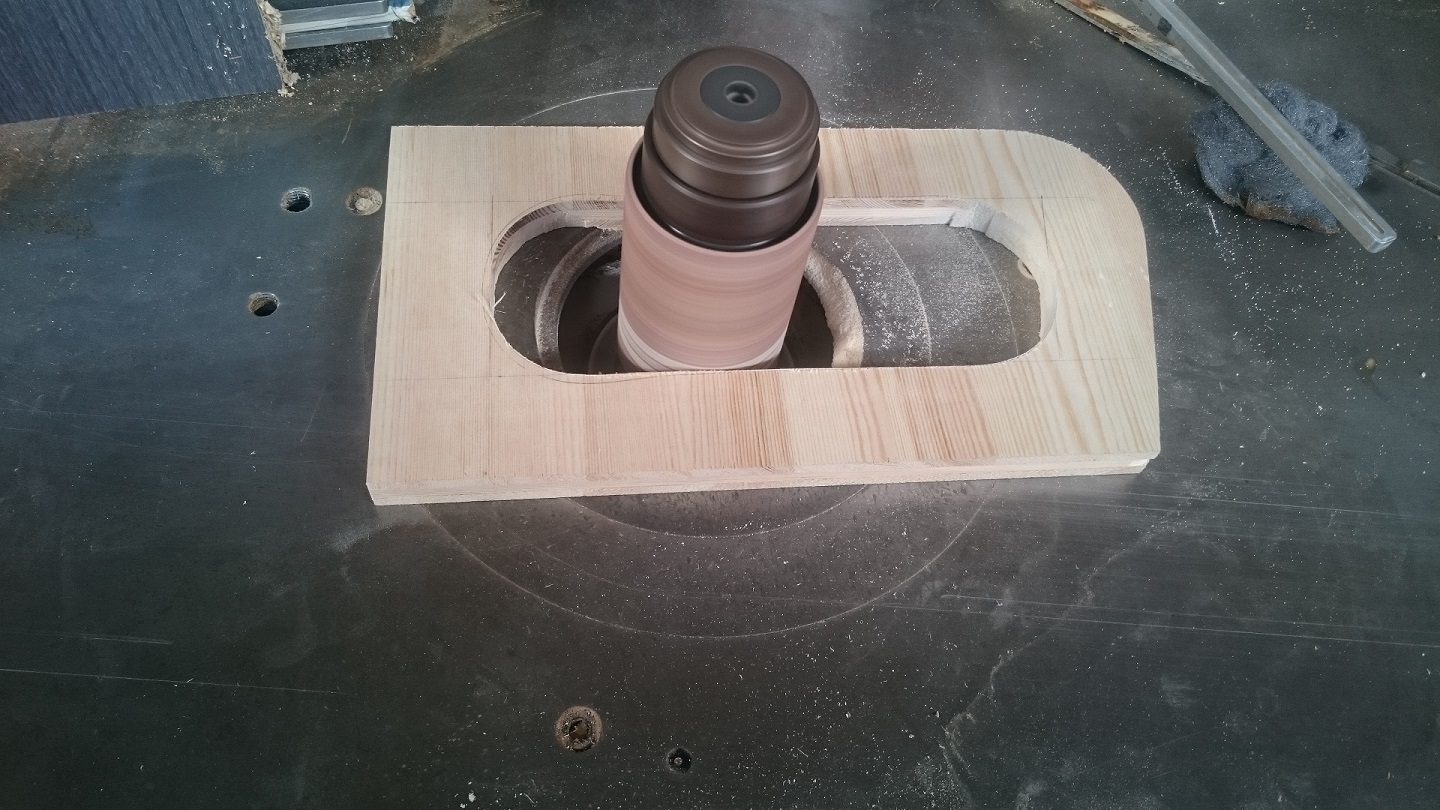
Otro detalle del que nos dimos cuenta (cuando nos pusimos con las patas) es que no había espacio físico para colocarlas en el fuste, por lo que decidimos realizar una pieza supletoria con forma pentagonal para hacer las cajas donde irían acopladas las patas. Como la resistencia del pino macizo era la que era, decidimos seguir experimentando y fabricamos un bloque macizo encolando cuadrados con cierta rotación respecto al anterior.


En el control numérico hice las plantillas para el ensamble en cola de milano (por aquello de la precisión y de que todas fuesen iguales).

Y básicamente ese fue todo el proceso, os dejo algunas fotos más y el resultado final.


Resultado final

Este ha sido mi trabajo, y como digo, me siento bastante orgulloso del resultado final, no esperaba ni de lejos que quedase así. Si tenéis alguna pregunta o duda, os responderé encantado.
Dejo algunos datos del proyecto:
- La silla tiene 0’0225 metros cúbicos de pino.
- Aproximadamente pesa 12’15kg (tomando por referencia “valida” una densidad de 540kg/m^3)
- He tenido un desperdicio del 50% (y probablemente haya sido más, el laminado tiene muchísimo desperdicio).
- A 400€ el m^3, ha costado 13’5€ desperdicio incluido.
- A groso modo, lleva 15€ en material de ferretería (aunque probablemente haya sido menos porque las ruedas por ejemplo las he reciclado).
- Me han salido poco más de 10 horas de trabajo continuo en la hoja de operaciones (solo tiempo de mecanizado, inspección, montaje). Más otras 6 de diseño. Calculo que las horas totales que le he dedicado al proyecto hayan sido el triple por lo menos.
- La nota final que me han puesto por la silla ha sido de 9.